


① 除了(le)特别約定外(wài)及不鏽鋼、鍍鋅機件外(wài),各項機件皆噴砂處理(lǐ)。
② 若用(yòng)鍍鋅機件時(shí),鍍鋅量至少400g/m2,惟用(yòng)鍍鋅時(shí)須先洽買方同意。
③ 所有加工(gōng)時(shí)的廢物,如鐵(tiě)屑和(hé)填充物、焊條和(hé)焊條頭、廢料、碎片、抹布等應從(cóng)各部件内部清除掉,所有松散的軋制鐵(tiě)屑、鐵(tiě)鏽、油、油脂、粉筆(bǐ)灰、塗漆、痕迹及其它有害物質也(yě)應從(cóng)部件内外(wài)表面加以清除。設備裝運時(shí),産品内外(wài)均應爲幹淨的。
④ 除了(le)特别注明(míng)外(wài),所有設備均系以24hrs/day運轉設計(jì)。
⑤ 除了(le)特别注明(míng)外(wài)所有電機設備須依最高(gāo)環境溫度40℃以上(shàng)設計(jì)。
⑥ 設備安裝于屋外(wài)需進行防雨。
⑦ 所有設備均須設計(jì)檢修孔維修孔以利清理(lǐ)堵料及設備維修。
⑧ 各項機件均須設計(jì)吊耳以利吊裝。
⑨ 軸承交貨時(shí)須注滿油脂,減速機亦須填滿機油。
⑩ 機器設備交貨時(shí)外(wài)表不得有變形、損傷、焊渣,尤其跳焊處不得留有點焊時(shí)之焊珠。
爲保證質量,結合本工(gōng)程特點,措施如下(xià):
① 審圖:在工(gōng)程開(kāi)工(gōng)前,各專業人員進行審圖工(gōng)作(zuò),在審圖過程中充分熟悉圖紙(zhǐ),了(le)解設計(jì)意圖,發現(xiàn)問題,待圖紙(zhǐ)會(huì)審時(shí),提出讨論或設計(jì)交底時(shí)提交設計(jì)者說明(míng)解決。
② 圖紙(zhǐ)會(huì)審:在工(gōng)程開(kāi)工(gōng)前,組織有關專業人員對(duì)該過程的施工(gōng)圖紙(zhǐ)進行會(huì)審,解決施工(gōng)圖紙(zhǐ)上(shàng)存在的問題,統計(jì)工(gōng)程量,提出詳細施工(gōng)計(jì)劃,材料計(jì)劃及施工(gōng)方案等,并做好(hǎo)圖紙(zhǐ)會(huì)審記錄,執行施工(gōng)員、技術經理(lǐ)(或工(gōng)程負責人)二級确認制度,并做處理(lǐ)意見。
③ 設計(jì)交底:工(gōng)程開(kāi)工(gōng)前,由設計(jì)單位等參加設計(jì)交底,審圖或圖紙(zhǐ)會(huì)審。發現(xiàn)的問題或不解之處請(qǐng)有關部門(mén)解決澄清,作(zuò)好(hǎo)交底記錄,落實專人負責。
④ 工(gōng)程協調會(huì):參加由工(gōng)程監理(lǐ)單位召開(kāi)的工(gōng)程例會(huì),工(gōng)程協調會(huì),提出在工(gōng)程施工(gōng)中遇到(dào)的各類工(gōng)程進度、技術質量、設備材料等問題請(qǐng)求協調。
⑤ 技術交底:施工(gōng)員在審圖、會(huì)審、設計(jì)交底的基礎上(shàng)對(duì)施工(gōng)的技術要領、技術要求、工(gōng)藝方案向施工(gōng)班組作(zuò)施工(gōng)前交底。
⑥ 業務聯系單:因工(gōng)程中的技術、設備、材料、質量、進度等問題需與建設單位、設計(jì)單位、監理(lǐ)之間彼此聯系,确認和(hé)簽認的問題,以業務聯系單、發文(wén)或各方認可其它單證形式确認。
⑦ 設計(jì)變更單:施工(gōng)按圖施工(gōng),确保施工(gōng)質量,但(dàn)因建設單位設計(jì)、或施工(gōng)原因,需要現(xiàn)場進行修改或增加的項目,以書面形成要求設計(jì)變更經,各方确認簽認後,由設計(jì)院出具設計(jì)變更單,施工(gōng)單位在項目完成後作(zuò)爲工(gōng)程結束後結算(suàn)的依據。施工(gōng)同時(shí)要做好(hǎo)圖紙(zhǐ)修改工(gōng)作(zuò)及附變更原因。工(gōng)程竣工(gōng)時(shí),作(zuò)爲竣工(gōng)資料一部分。
⑧ 現(xiàn)場技術指導:由各專業對(duì)口人員對(duì)現(xiàn)場安裝施工(gōng)中出現(xiàn)的技術問題進行商讨和(hé)确認,必要時(shí)須技術指導出具書面的處理(lǐ)意見,作(zuò)爲施工(gōng)依據。
⑨ 安裝簽證:安裝精度由建設單位項目組、監理(lǐ)檢查,在單機安裝完成後由建設單位、監理(lǐ)檢查,确認完成後簽署意見,作(zuò)爲竣工(gōng)驗收資料。
⑩ 試驗簽證:在各單項試驗完成後,經建設單位或監理(lǐ)檢查,确認完成後簽署檢查報(bào)告,作(zuò)爲驗收資料。
(1) 監造
① 監造依據
根據本合同和(hé)電力工(gōng)業部、機械工(gōng)業部文(wén)件電辦(1995)37号《大(dà)型電力設備質量監造暫行規定》和(hé)《駐大(dà)型電力設備制造廠(chǎng)總代表組工(gōng)作(zuò)條例》的規定,以及國家有關規定。
② 監造方式
文(wén)件見證、現(xiàn)場見證和(hé)停工(gōng)待檢,即R點、W點、H點。每次監造内容完成後,賣方和(hé)監造代表均須在見證表上(shàng)履行簽字手續。賣方複印3份,交監造代表1份。
③ 監造内容及項目
|
序号 |
項 目 内 容 |
監造方式 |
數量 |
|||
|
H |
W |
R |
||||
|
1 |
皮帶機部件 |
a.托輥 |
|
|
□ |
|
|
|
|
b.傳動滾筒 |
|
|
□ |
|
|
|
|
c.改向滾筒 |
|
|
□ |
|
|
|
|
d.驅動裝置 |
|
□ |
□ |
|
|
|
|
e.材質證明(míng) |
□ |
□ |
□ |
|
|
|
|
f.焊接證明(míng) |
□ |
|
□ |
|
|
|
|
g.出廠(chǎng)檢驗及報(bào)告 |
□ |
□ |
□ |
|
|
2 |
金(jīn)屬構件 |
|
|
|
|
|
|
|
焊縫 |
a.焊接原材料檢查 |
|
|
□ |
|
|
|
|
b.焊縫表面質量 |
|
□ |
□ |
|
|
|
|
c.無損探傷檢查 |
|
|
□ |
|
|
3 |
減速器 |
a.噪聲檢測 |
|
|
□ |
|
|
|
|
b.齒面接觸斑點 |
|
|
□ |
|
|
|
|
c.密封性能(néng) |
|
|
□ |
|
|
|
|
d.空(kōng)載試驗 |
|
□ |
□ |
|
|
4 |
外(wài)購設備 |
外(wài)購設備質保文(wén)件檢查 |
|
|
□ |
|
|
5 |
完工(gōng)檢查 |
a.外(wài)觀及安裝尺寸檢查 |
|
|
□ |
|
|
|
|
b.包裝及發貨标記檢查 |
□ |
□ |
□ |
|
|
注:H—停工(gōng)待檢,W—現(xiàn)場見證,R—文(wén)件見證,數量—檢驗數量 |
|
|||||
④ 監造項目
|
檢測項目 |
檢測内容 |
檢測項目 |
檢測内容 |
|
驅動裝置 |
1.驅動裝置底座加工(gōng) |
托輥 |
1.外(wài)觀質量檢查 |
|
|
2.電機、減速機溫升 |
|
2.防水(shuǐ)性能(néng) |
|
|
3.電機減速機是否有異常聲響 |
|
3.防塵性能(néng) |
|
|
4.減速機是否有漏油、滲油現(xiàn)象 |
|
4.旋轉阻力 |
|
|
5.噪聲測試 |
|
5.縱向跳動量 |
|
|
6.傳動是否平穩可靠 |
|
6.軸位移量 |
|
滾筒 |
1.軸、筒體、接盤材質化驗 |
|
7.軸向竄動量 |
|
|
2.滾筒軸熱處理(lǐ)硬度測試 |
|
8.跌落實驗 |
|
|
3.滾筒軸探傷檢測 |
結構件 |
1.材料進廠(chǎng)尺寸檢查 |
|
|
4.滾筒焊縫探傷檢測 |
|
2.材質化驗 |
|
|
5.靜平衡測試 |
|
3.材料是否經過預處理(lǐ) |
|
|
6.滾筒外(wài)圓徑向跳動量測試 |
|
4.焊縫質量檢查 |
|
|
7.滾筒與架體組裝後靈活度 |
|
5.外(wài)觀質量檢查 |
|
|
|
|
6.結構件尺寸檢查 |
|
其它 |
監造人員認爲需要檢查的項目 |
|
|
⑤ 監造要求
⑴提前10天将設備監造項目及檢驗時(shí)間通知(zhī)買方,監造項目和(hé)方式由雙方協商确定;
⑵買方代表有權通過賣方有關部門(mén)查(借)閱與本合同設備有關的标準、圖紙(zhǐ)、資料、工(gōng)藝及檢驗記錄(包括之間檢驗記錄),如買方認爲有必要複印,賣方應提供服務。
⑶買方人員在監造過程中如發現(xiàn)設備和(hé)材料缺陷或不符合規定的标準要求時(shí),買方有權提出意見,賣方應采取相應改進措施,以保證設備質量。無論買方是否要求和(hé)知(zhī)道(dào),賣方均應主動及時(shí)向買方提供合同設備制造過程中出現(xiàn)的較大(dà)的質量缺陷和(hé)問題,不得隐瞞。在買方不知(zhī)道(dào)的情況下(xià)賣方不得擅自(zì)處理(lǐ)。
(2) 檢驗
⑴檢驗是質量控制的一個重要組成部分。賣方須嚴格進行廠(chǎng)内各生産環節的檢驗和(hé)試驗。賣方提供的合同設備須簽發質量證明(míng)、檢驗記錄和(hé)測試報(bào)告,并且作(zuò)爲交貨時(shí)質量證明(míng)文(wén)件的組成部分。
⑵檢驗的範圍包括原材料和(hé)元器件的進廠(chǎng),部件的加工(gōng)、組裝、試驗至出廠(chǎng)試驗。
⑶賣方檢驗的結果要滿足技術規格書的要求,如有不符之處或達不到(dào)标準要求,賣方要采取措施處理(lǐ)直至滿足要求,同時(shí)向買方提交不一緻性報(bào)告。賣方發生重大(dà)質量問題時(shí)應将情況及時(shí)通知(zhī)買方。
⑷檢驗的所有費用(yòng)包括在合同總價之中。
⑸檢驗的内容(必須包括但(dàn)不限于):
機體的材料試驗
機體焊縫檢查(100%超聲波檢查及至少10%X射線抽查)
滾筒密封試驗
托輥軸承密封檢驗.
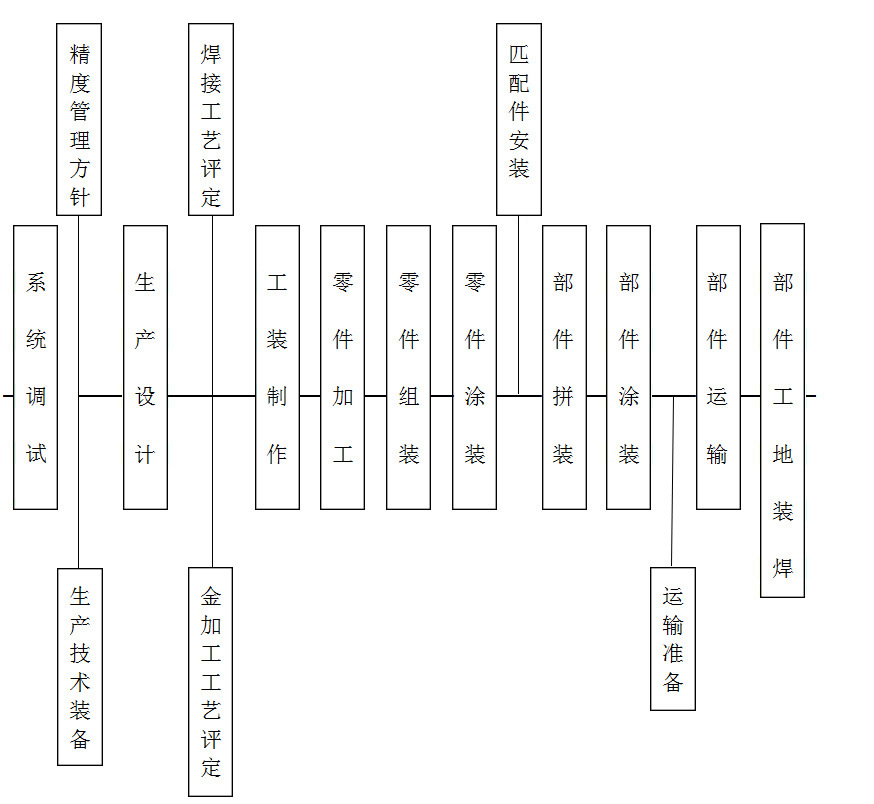
1. 工(gōng)藝簡要流程圖
2. 制造相關加工(gōng)設備
|
主 要 生 産 設 備 |
||||
|
序号 |
設備名稱 |
設備能(néng)力 |
設備數 |
|
|
1 |
剪闆機 |
最大(dà)闆厚:1~14mm |
5 |
|
|
2 |
銑床 |
最大(dà)能(néng)力:200mm |
2 |
|
|
3 |
車床 |
最大(dà)能(néng)力:φ600×2000 |
13 |
|
|
4 |
油壓機 |
最大(dà)噸位能(néng)力:400t |
1 |
|
|
5 |
彎管機 |
最大(dà)彎管能(néng)力:φ20×8mm |
1 |
|
|
6 |
刨邊機 |
最大(dà)能(néng)力:1×3000mm |
3 |
|
|
7 |
折彎機 |
最大(dà)折彎能(néng)力:400t |
5 |
|
|
8 |
焊機 |
手工(gōng)焊:500A |
50 |
|
|
9 |
焊機 |
可控矽交流焊:400A |
8 |
|
|
10 |
焊機 |
埋弧焊:1000A |
15 |
|
|
11 |
焊機 |
二氧化碳氣體保護焊:500A |
110 |
|
|
12 |
焊機 |
晶閘管弧焊:1000A |
8 |
|
|
13 |
牛頭刨床 |
最大(dà)能(néng)力:665×500mm |
3 |
|
|
14 |
仿型割槍 |
最大(dà)能(néng)力:140mm |
12 |
|
|
15 |
自(zì)動割槍 |
最大(dà)能(néng)力:60mm |
16 |
|
|
16 |
型鋼沖剪機 |
最大(dà)能(néng)力:63t |
3 |
|
|
17 |
空(kōng)壓機 |
最大(dà)能(néng)力:3m3 |
10 |
|
|
18 |
電動雙梁起重機 |
最大(dà)起重能(néng)力:50t |
4 |
|
|
19 |
電動單梁起重機 |
最大(dà)起重能(néng)力:10t |
20 |
|
|
20 |
電動單梁起重機 |
最大(dà)起重能(néng)力:5t |
25 |
|
|
21 |
等離子切割機 |
最大(dà)切割能(néng)力:14mm |
1 |
|
|
22 |
數控火焰切割機 |
最大(dà)切割能(néng)力:100mm |
1 |
|
|
23 |
門(mén)式起重機 |
最大(dà)起吊能(néng)力:32t |
1 |
|
|
24 |
門(mén)式起重機 |
最大(dà)起吊能(néng)力:100t |
1 |
|
|
25 |
電焊條烘箱 |
最大(dà)烘箱能(néng)力:0.7m3 |
1 |
|
|
26 |
平闆機 |
最大(dà)能(néng)力:12mm |
1 |
|
|
27 |
抛丸機 |
最大(dà)能(néng)力:1m3 |
3 |
|
|
28 |
數控銑床 |
最大(dà)能(néng)力:3200mm |
1 |
|
|
29 |
數控立式銑镗床 |
最大(dà)能(néng)力:1250×2000mm |
1 |
|
|
30 |
數控立式車床 |
最大(dà)能(néng)力:φ1600×2000mm |
1 |
|
|
31 |
碳弧氣刨 |
最大(dà)能(néng)力:500A |
8 |
|
|
32 |
開(kāi)放(fàng)式噴沙機 |
最大(dà)能(néng)力:0.35m3 |
1 |
|
|
33 |
主梁連接胎具 |
|
2 |
|
|
34 |
工(gōng)字鋼拱度加工(gōng)機 |
|
1 |
|
|
35 |
主端梁連接孔鑽模 |
|
3 |
|
|
36 |
焊接翻轉台 |
|
2 |
|
|
37 |
小(xiǎo)車架焊接胎具 |
5-100T小(xiǎo)車焊接 |
1 |
|
|
38 |
主梁翻轉架 |
5-100T大(dà)車梁翻轉 |
2 |
|
|
39 |
小(xiǎo)車裝配平台 |
5-100T小(xiǎo)車裝配 |
1 |
|
|
40 |
角型闆壓模 |
5-100T角型闆制作(zuò) |
1 |
|
|
41 |
車輪裝配定位圈 |
5-100T車輪裝配 |
1 |
|
|
42 |
焊接平台 |
30000×3800 |
1 |
|
|
43 |
焊接平台 |
15000×4000 |
1 |
|
|
44 |
焊接平台 |
14000×3300 |
1 |
|
|
45 |
GQ型60t固定起重機 |
|
1 |
|
|
46 |
镗孔設備 |
T611A |
1 |
|
|
47 |
焊接滾輪架 |
HGZ-5A |
5 |
|
|
48 |
表面處理(lǐ)抛丸機 |
PGB300 |
1 |
|
|
49 |
自(zì)制刮刨床 |
|
1 |
|
|
50 |
沖床 |
JC23-63T |
2 |
|
|
51 |
鋸床 |
GB4040 |
1 |
|
|
52 |
龍門(mén)埋弧焊機 |
VLT2800 |
1 |
|
|
53 |
鋼軌校直架 |
|
1 |
|
|
主要檢驗與試驗儀器設備 |
||||
|
序号 |
儀器設備名稱 |
儀器設備能(néng)力 |
數量 |
備注 |
|
1 |
水(shuǐ)準儀 |
DS3 NAL132 |
各1 |
|
|
2 |
焊縫檢測器 |
HC30A HC40B |
各1 |
|
|
3 |
測力器 |
KL-30 15kg/㎝ |
1 |
|
|
4 |
遊标卡尺 |
0-1000㎜ |
15 |
|
|
5 |
外(wài)徑千分尺 |
0-800㎜ |
5 |
|
|
6 |
内徑量 |
18-250㎜ |
3 |
|
|
7 |
高(gāo)度尺 |
0-300㎜ |
1 |
|
|
8 |
塞尺 |
0.02-1.0㎜ |
2 |
|
|
9 |
轉速表 |
FG-631 0-120r/min |
1 |
|
|
10 |
框式水(shuǐ)平儀 |
250×250㎜ |
1 |
|
|
11 |
洛氏硬度計(jì) |
HRC150 |
1 |
|
|
12 |
漆膜測厚儀 |
TT220 |
1 |
|
|
13 |
聲級計(jì) |
PSJ-2B |
1 |
|
|
14 |
兆歐表 |
ZC25B-3 0-1000r/min |
1 |
|
|
15 |
鉗形表 |
MG28 |
1 |
|
|
16 |
布氏硬度計(jì) |
HBX-05 |
1 |
|
|
17 |
電子經緯儀 |
|
1 |
|
|
18 |
接地電阻表 |
ZC-8 |
1 |
|
|
19 |
射線探傷儀 |
XXQ2505 |
1 |
|
|
20 |
射線探傷儀 |
XXG2505 |
1 |
|
|
21 |
射線報(bào)警儀 |
2000型 |
1 |
|
|
22 |
超聲波探傷儀 |
CTS-22A |
1 |
|
|
23 |
超聲波探傷儀 |
YUT-2600(沈陽宇時(shí)) |
1 |
|
|
24 |
超聲波探傷儀 |
CUT-350B(南通友聯) |
1 |
|
|
25 |
超聲波探傷儀 |
CT-50(南通歐能(néng)達) |
1 |
|
|
26 |
滾筒、托輥、制動輪外(wài)圓徑向圓跳動檢測裝置 |
ZT-518 |
1 |
|
|
27 |
滾筒靜平衡試驗裝置 |
|
1 |
|
|
28 |
托輥軸向位移量測試裝置 |
ZT-516 |
1 |
|
|
29 |
金(jīn)屬測厚儀 |
GM100 |
1 |
|
|
30 |
托輥防塵試驗台、托輥防水(shuǐ)試驗台 |
ZT-515、ZT-512 |
2 |
|
(1) 生産工(gōng)廠(chǎng)總裝現(xiàn)場

(2) 生産工(gōng)廠(chǎng)調試現(xiàn)場

我公司具有皮帶機生産的各種檢測設備:托滾防塵試驗、托輥徑向跳動試驗、托輥縱向位移量測定、托滾防水(shuǐ)密封試驗。


我公司具有鋼結構生産的各種加工(gōng)、檢測設備:超聲波探傷儀、磁粉探傷儀、埋弧自(zì)動焊、無損檢測探傷房、自(zì)動切割機。

熱處理(lǐ)和(hé)噴砂是産品内在和(hé)外(wài)在質量的保證。